Introduction
ESD damage to electronics costs the industry an estimated $5 billion annually, with the ESD Association reporting that 25% of electronics failures attributed to "unknown causes" are actually ESD-related. Beyond electronics, static discharge creates fire and explosion hazards in powder-handling environments—flour mills, toner manufacturing, and pharmaceutical production facilities all face NFPA 652 and ATEX compliance requirements where antistatic additives in polymer components can mean the difference between safe operation and catastrophic failure.
Static risk extends across multiple high-consequence environments:
- Electronics manufacturing — ESD discharge during assembly or packaging damages sensitive components
- Pharmaceutical and food packaging — static-induced dust contamination compromises product purity and patient safety
- Powder-handling facilities — accumulated charge in polymer equipment triggers ignition in explosive atmospheres
Yet despite these critical applications, antistatic additive selection remains one of the most frequently misunderstood formulation decisions in polymer manufacturing. There is no universal solution: the right additive depends on polymer type, processing temperature, ambient humidity, regulatory context, and whether the application demands temporary or permanent performance.
This guide provides a structured framework for evaluating these variables—from understanding charge dissipation mechanisms to mapping polymer systems to appropriate additive classes—so formulators can make informed, defensible decisions at every stage of specification.
TL;DR
- Antistatic additives create conductive pathways on or within polymer surfaces, enabling charge dissipation rather than accumulation
- Internal additives (migrating or permanent) are compounded into resin; external types are applied post-fabrication
- Six selection factors drive additive choice: polymer compatibility, target resistivity, permanence, processing temperature, regulatory compliance, and humidity sensitivity
- Migrating additives degrade performance drastically below 50% RH; permanent systems function reliably at 12–15% RH
- When standard grades fall short, application-specific formulation development bridges the gap between off-the-shelf products and exact performance targets
What Are Antistatic Additives for Polymers?
Antistatic additives are functional chemical agents incorporated into or applied onto polymer matrices to reduce surface resistivity from the insulating range (typically 10^14 Ω/sq or higher for untreated polyolefins) to a level where electrostatic charge dissipates safely.
The goal is not to make the polymer conductive like metal. Instead, the target is a controlled resistivity range: 10^9 to 10^12 Ω/sq for general antistatic protection, or 10^5 to 10^11 Ω/sq for ESD-sensitive electronics packaging.
How Antistatic Additives Work
Two primary mechanisms enable charge dissipation:
Hygroscopic/Hydrophilic Mechanism (Migrating Additives): Migrating antistatic additives are amphiphilic surfactants with a hydrophobic tail that anchors in the polymer and a hydrophilic head that attracts atmospheric moisture. This creates a microscopic conductive water layer on the surface that dissipates static charge through ion mobility.
Performance depends directly on ambient humidity. Ampacet documents that migrating antistat performance changes "drastically" between 50% RH and 12% RH, with many conventional formulations becoming ineffective below 30% RH.
Intrinsic Ionic Conduction (Permanent Additives): Permanent antistatic systems contain inherently dissipative polymers (IDPs) with polyether blocks, such as polyethylene oxide segments in polyether block amides. Charge transport occurs via ion mobility within the polymer backbone itself, forming a co-continuous conductive network.
These systems maintain performance at humidity levels as low as 12-15% RH, making them the correct choice for cleanrooms, cold-chain storage, and other low-humidity environments where ESD protection is most critical.
Types of Antistatic Additives
Internal Migrating Additives: Compounded directly into the polymer melt during extrusion or injection molding, these additives bloom to the surface over time:
- Glycerol monostearate (GMS) — lowest cost, FDA-approved, widely used in PE/PP films
- Ethoxylated fatty acid amines — better HDPE performance than GMS; well-established chemistry
- Fatty acid diethanolamides — optimized for LDPE/LLDPE
- Polyglycerol esters (PGE) — effective at <12% RH, low oiliness, preferred for electronics packaging
Typical loading: 0.5–2% by weight. Limitation: surface layer depletes over time through washing, abrasion, or exhaustion.
Internal Permanent Additives: These form a fixed ion-conductive network that does not deplete:
- Polyether ester amides (for example, Arkema PEBAX)
- Ion conductive polymers (IDPs), such as Cargill Ionphase
- Potassium-based ionomers for polyolefin films
Typical loading: 20–30% by weight. Advantage: lifetime performance independent of humidity or surface wear.
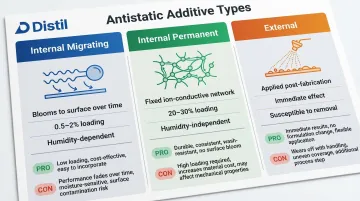
External Antistatic Additives: Applied as sprays, coatings, or wipes to finished part surfaces, these deliver immediate effect without affecting bulk properties. They are susceptible to removal by handling, washing, or abrasion, so they suit temporary protection or non-wear surfaces rather than long-term applications.
Why Polymer Industries Rely on Antistatic Additives
Critical applications include:
- Electronics/semiconductor packaging — prevents ESD damage to components; IEC 61340-5-3:2022 requires dissipative or conductive packaging (surface resistance <10^11 Ω)
- Pharmaceutical and food-grade packaging — prevents dust contamination and hygiene failures
- Powder and bulk goods handling — explosion risk mitigation; NFPA 652 and ATEX compliance in flour, toner, and chemical powder environments
- Automotive interior components — dust attraction control on trim panels
- Wire and cable insulation — surface charge interference prevention in high-frequency signal environments
These use cases explain why demand spans multiple end markets. The global antistatic agents market is estimated at USD 591.69 million in 2026, growing at 5.11% CAGR to USD 759.08 million by 2031. Packaging accounts for 44.62% of that demand, with polypropylene representing 34.55% of the polymer segment.
Key Factors to Consider When Selecting Antistatic Additives for Polymers
Antistatic additive selection is a decision-tree exercise where each variable can disqualify an otherwise technically sound option. The same additive that performs excellently in polyethylene blown film may fail catastrophically in a polycarbonate electronics housing processed at 280°C or violate FDA migration limits in pharmaceutical blister packaging.
Polymer Base Compatibility
Antistatic additives must be chemically and physically compatible with the specific resin—including polarity, crystallinity, and processing temperature window. Incompatibility manifests as:
- Poor dispersion (visible streaks, uneven resistivity)
- Phase separation
- Surface blooming that contaminates adjacent materials
Polymer-specific guidance:
- Polyethylene (LDPE, LLDPE, HDPE): Glycerol monostearate and ethoxylated amines are widely used. Ethoxylated amines outperform GMS in HDPE.
- Polypropylene: PP's crystalline structure and lower polarity require roughly double the additive loading compared to LDPE, with slower surface migration times. Permanent polymer-based systems are preferred for durable PP applications.
- Engineering resins (ABS, PC, PA): Permanent systems essential to avoid additive degradation at processing temperatures of 240–300°C.
PP requires approximately double the antistat concentration versus PE due to higher crystallinity that impedes migration pathways.
Target Surface Resistivity
Different applications require different resistivity targets. Defining the target range before selecting an additive is the first step — skipping it leads to misspecified systems that either underperform or over-cost.
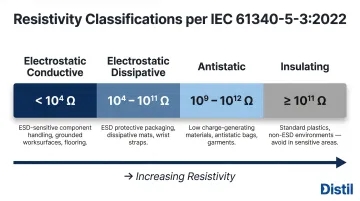
Classification framework per IEC 61340-5-3:2022:
| Classification | Surface Resistance | Application |
|---|---|---|
| Electrostatic Conductive | < 10^4 Ω | Specialized ESD applications |
| Electrostatic Dissipative | 10^4 to <10^11 Ω | ESD-sensitive electronics packaging |
| Antistatic | 10^9 to 10^12 Ω | General packaging, dust control |
| Insulating | ≥ 10^11 Ω | Untreated polymers |
Loading level controls achieved resistivity, but the relationship is non-linear. Below a minimum threshold, little measurable effect occurs. Over-loading degrades optical clarity, affects mechanical properties, and increases cost without proportional performance gain.
Permanence and Durability Requirements
Migrating systems work by depleting a surface reservoir — which is fine for single-use packaging but creates a field failure risk in anything with a multi-year service life. Permanent systems maintain consistent resistivity throughout the product lifecycle and are required for:
- Automotive interior components (5–10 year service life)
- Electronics housings
- Reusable industrial containers
- Wire and cable insulation
Operational risk: Specifying a migrating additive in a durable application creates a field failure mode—the product may pass incoming QC but fail in service as performance degrades, creating warranty liability and undetected ESD damage in sensitive environments.
Processing Temperature Compatibility
Antistatic additives must remain thermally stable at processing temperatures. Degradation doesn't just eliminate antistatic function — it causes discoloration, off-gassing, and byproducts that can trigger food-contact compliance failures.
Thermal stability limits vary significantly by additive class:
Polymer processing temperature ranges:
| Polymer | Melt Temperature (°C) |
|---|---|
| LDPE | 180–240 |
| HDPE | 210–270 |
| PP | 200–300 |
| ABS | 190–270 |
| PC | 280–320 |
| PA6 | 230–290 |
| PA66 | 270–300 |
Many conventional migrating antistats (GMS, ethoxylated amines) have thermal stability limits around 220°C—adequate for polyolefins but insufficient for engineering resins processed at 240–300°C. Ionic cationic antistats are "generally not recommended for polyethylene due to low heat stability".
Regulatory and Compliance Requirements
Regulatory requirements differ by application and geography — and non-compliance means market withdrawal, not just reformulation.
United States: FDA 21 CFR 178.3130 explicitly governs antistatic/antifogging agents in food-contact packaging, listing approved substances.
European Union: EU Regulation 10/2011 sets an overall migration limit of 10 mg/dm² for plastic food-contact materials.
"No Migration" Doctrine: Under FDA's framework, if a substance does not migrate to food, it is not considered a "food additive" requiring premarket approval. This favors permanent, non-migrating IDP systems for food-contact applications.
Electronics and Industrial: RoHS and REACH directives restrict specific substances. Non-compliance results in market withdrawal, shipment rejection, and legal liability.
End-Use Environment and Humidity Sensitivity
Migrating antistatic additives require ambient moisture to function—their effectiveness drops significantly below 20–30% RH.
Documented low-humidity performance degradation: Palsgaard testing at 12% RH showed conventional lauryl diethanol amide (LADA) reached surface resistivity of 6.70 x 10^13 Ω with static decay time >100 seconds ("no effect"), while polyglycerol ester (PGE) maintained 1–2 x 10^12 Ω and <1 second decay.
Low-humidity environments requiring permanent systems:
- Semiconductor cleanrooms (typically 30–50% RH)
- Cold-chain storage
- Air-conditioned warehouses
- Electronics manufacturing facilities
Three additional end-use factors frequently affect additive selection:
- UV stabilizer interactions in outdoor automotive or agricultural applications can suppress antistatic performance — evaluate compatibility during formulation trials
- Solvent and cleaning agent exposure in industrial containers can strip migrating surface layers, requiring permanent systems
- Optical haze from incompatible antistats disqualifies certain grades from transparent film and optical lens applications
How Distil Can Help
Distil is a specialty chemicals platform with dedicated R&D capability in advanced polymer solutions. The team brings 45+ years of combined experience from Dow, BASF, Huntsman, and Reliance Industries — focused on helping manufacturers move from generic antistatic additive specifications to formulations tuned to their exact application, performance, and compliance requirements.
Distil's value in antistatic additive selection lies in application-specific formulation and trials capability. Rather than recommending off-the-shelf products, the R&D team runs application trials, tunes additive loading levels, and evaluates compatibility within your polymer system and processing conditions — with traceability from lab to commercial scale.

Key differentiators relevant to antistatic additive sourcing:
- R&D-led formulation with polymer-specific application trials
- Asset-light manufacturing enabling flexible batch sizing without minimum order constraints
- Real-time supply chain visibility and batch yield tracking
- Single point of contact from formulation through commercial-scale delivery
- IP protection keeping proprietary formulations confidential
- Team expertise spanning advanced polymers, packaging, electronics, and automotive segments
Conclusion
Antistatic additive selection is a layered decision. Before specifying any additive, manufacturers should define target resistivity, identify polymer system and processing window, determine permanence requirements, and confirm regulatory context—because each of these variables can disqualify an otherwise technically sound option.
The fundamental trade-offs break down cleanly:
- Migrating additives: Low loading (0.5–2%), lower cost, but temporary and humidity-dependent
- Permanent systems: High loading (20–30%), higher cost, but lifetime performance independent of environmental conditions
Rank cost, humidity performance, and regulatory burden against your application requirements before committing to an additive architecture.
Once an architecture is selected, validation shouldn't stop at qualification. For migrating systems especially—long-shelf-life packaging, variable humidity environments, or processes that change over time—periodic retesting catches performance drift before it reaches the end customer. A formulation partner who can retest, respecify, and reformulate as those conditions shift prevents costly late-stage failures that point-in-time additive selection cannot anticipate.
Frequently Asked Questions
What are examples of antistatic additives?
Major chemical classes used in commercial formulations include:
- Glycerol monostearate (GMS) — PE and PP films
- Ethoxylated amines — polyolefins
- Quaternary ammonium compounds — PVC and engineering resins
- Permanent conductive systems (such as polyether block amides) — durable applications requiring humidity-independent performance
What is the antistatic additive for polypropylene?
Commonly used antistatic agents for PP are ethoxylated amines and glycerol esters. PP's crystalline structure and lower polarity require higher loading levels (roughly double compared to PE) and longer surface migration times. Permanent polymer-based antistatic systems are preferred for durable PP applications.
What is the antistatic agent for polyethylene?
Main antistatic agents for PE (LDPE, LLDPE, HDPE) include glycerol monostearate and fatty acid-derived amines for film and packaging applications. Permanent antistatic masterbatches are available for applications where wash-off or depletion over time is a concern.
What is the difference between permanent and migratory antistatic additives?
Migratory additives bloom to the surface and rely on ambient moisture to function — cost-effective but temporary, with performance degrading below 30–50% RH. Permanent additives form a fixed ion-conductive network within the polymer: non-depleting, humidity-independent, and stable across the product's full lifecycle.
Do antistatic additives affect the mechanical or optical properties of the polymer?
At recommended loading levels (0.5–2% for migratory types, 20–30% for permanent systems), well-selected antistatic additives have minimal impact on tensile or impact properties. Over-loading or incompatibility can cause surface blooming, haze in optical films, or reduced adhesion — all avoidable with proper formulation trials.
At what loading level should antistatic additives be added to polymers?
Typical loading ranges from 0.05% to 2% by weight for migratory additives and 20–30% for permanent systems, depending on additive type, target resistivity, and polymer. Loading must be optimized through trials — too little yields insufficient charge dissipation, while too much causes blooming, optical degradation, or added cost with no performance gain.