Introduction
Modern industries face a fundamental challenge: traditionally insulating plastics must now deliver electrical functionality. Automotive fuel systems require static dissipation to prevent ignition risks, electronics manufacturers need lightweight EMI shielding alternatives to metal, and wire and cable producers must integrate semiconductive layers. E-commerce packaging alone stands to eliminate 37% of static-related product returns through proper conductive packaging design.
The global conductive polymers market, valued at USD 5.8 billion in 2022, is projected to reach USD 9.6 billion by 2028 at an 8.8% CAGR — driven primarily by electrical and electronics applications (41.6% of demand) and automotive lightweighting. Selecting the right additive system is what separates compliant, scalable production from costly reformulation.
This guide covers the main additive types, how to select them, emerging innovations, and what to consider when scaling to commercial production.
Key Takeaways:
- Carbon nanotubes achieve percolation below 1 wt% versus 10–25 wt% for carbon black, preserving mechanical properties
- MXene fillers deliver over 60 dB EMI shielding at only 2.12 vol%, outperforming traditional systems
- Hybrid filler architectures (CNT + graphene) synergistically lower percolation thresholds
- Total formulation cost matters more than raw material price per kilogram
- IEC 61340-5-1 defines three resistivity ranges: conductive (<10 kΩ), dissipative (10 kΩ–100 GΩ), insulating (>100 GΩ)
What Are Conductive Polymer Additives and How Do They Work?
Conductive polymer additives are functional fillers or intrinsically conductive materials incorporated into a polymer matrix to impart electrical functionality. Two fundamental approaches exist: intrinsically conductive polymers (ICPs) such as PEDOT, polyaniline, and polypyrrole conduct electricity through conjugated backbone structures and doping. Conductive filler-loaded composites, by contrast, achieve conductivity by dispersing carbon black, CNTs, graphene, or metal particles into standard thermoplastics.
Most industrial applications favor additive-loaded composites because they integrate with existing injection molding, extrusion, and blow molding processes. ICPs require specialized deposition or coating methods, limiting their use to thin-film electronics, biosensors, and flexible wearables where their unique electrochemical properties justify the processing complexity.
The Percolation Threshold
Electrical conductivity in polymer composites is governed by the percolation threshold, which is the minimum filler concentration at which particles form a continuous conductive network throughout the material. Below this critical volume fraction, the material remains largely insulating; above it, conductivity rises sharply as conductive pathways multiply.
Four key variables determine where the percolation threshold sits:
- Filler geometry and aspect ratio – High-aspect-ratio fillers like CNTs (length-to-diameter ratios exceeding 1,000:1) form networks at dramatically lower loadings than spherical carbon black particles
- Dispersion quality – Agglomerates break the conductive network; uniform nano-scale dispersion is essential
- Polymer-filler interaction chemistry – Surface treatments and functionalization improve wetting and reduce interfacial resistance
- Processing method – Shear history during compounding, injection molding, or extrusion influences filler orientation and network stability
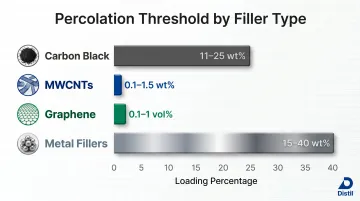
Typical percolation thresholds vary widely by filler type. Carbon black requires 11–25 wt% depending on grade and structure, while MWCNTs achieve percolation at 0.85 wt% in polyamide-11 and as low as 0.1 vol% in certain thermoset matrices. Graphene in rubber reaches percolation at just 0.12 vol%.
These thresholds feed directly into how the resulting materials are classified for end-use applications.
Conductivity Spectrum
IEC 61340-5-1 defines three material classifications critical for application matching:
- Conductive: surface or volume resistance less than 10 kΩ
- Dissipative: surface or volume resistance 10 kΩ to 100 GΩ
- Insulating: surface or volume resistance greater than 100 GΩ
ANSI/ESD S541 for ESD packaging specifies static dissipative materials at 1.0×10⁴ to 1.0×10¹¹ Ω surface resistance. Selecting the right additive system starts with identifying the target conductivity window. Whether the requirement is antistatic protection, static dissipation, or EMI shielding, that classification determines every formulation decision that follows.
Types of Conductive Polymer Additives: A Comparative Overview
Carbon Black
Carbon black remains the most widely used and cost-effective conductive filler, priced at approximately €1.5/kg versus €475/kg for MWCNTs—a 316:1 cost ratio. It requires relatively high loading levels, typically 10-25 wt%, to reach percolation threshold. Wire and cable applications use 22-44 wt% carbon black depending on whether the compound serves as conductor shield, insulation shield, or jacketing.
Grade selection drives this range significantly:
- High-structure grades (e.g., Ensaco E350): percolation near 11 wt% due to complex aggregate geometry
- Lower-structure P grades: require ~25 wt% to achieve equivalent network formation
- At high loadings: melt viscosity increases and impact strength, elongation, and surface quality all decline
The trade-off is predictable — lower cost and reliable ESD/cable performance, offset by processing and mechanical penalties.
Carbon Nanotubes (CNTs)
CNTs' extreme aspect ratio enables percolation thresholds often below 1 wt%, minimizing impact on polymer density and mechanical properties. MWCNTs in polyamide-11 reach percolation at 0.85 wt%; in polysulfone at 1.5 wt%. Some thermoset systems achieve network formation as low as 0.001 wt%.
That advantage comes with real processing constraints:
- Dispersion is critical: agglomerates destroy the conductive network and raise the effective percolation threshold
- Viscosity climbs sharply above 1 wt% MWCNT loading, requiring modified twin-screw compounding parameters
- Injection molding cycle times may lengthen at higher loadings, affecting throughput economics
OCSiAl TUBALL graphene nanotubes demonstrate that just 3% concentrate in FKM fluoroelastomer achieves 5 Ω·cm resistivity while improving tensile and tear strength by 30-40% without reducing elasticity—a performance profile relevant to oil and gas seals and under-hood automotive components where conductivity and mechanical durability must coexist.
Graphene and Graphene Nanoplatelets (GNPs)
Graphene's two-dimensional geometry provides both in-plane electrical conductivity and barrier reinforcement. Percolation thresholds can reach as low as 0.1 vol%, though typical commercial systems operate at 1-2 vol%.
GNPs are often hybridized with CNTs or carbon black to optimize network connectivity. Recent research shows that GNP/CNF hybrid nanocomposites in epoxy demonstrate synergistic percolation thresholds lower than either filler alone—1D carbon nanofibers bridge gaps between 2D graphene platelets, creating more stable, lower-resistance interconnected networks at total loadings as low as 0.6 wt%.
Metal-Based Fillers
Silver, copper, and nickel powders and flakes deliver the highest conductivity but introduce density penalties (silver: 10.49 g/cm³; copper: 8.96 g/cm³), oxidation risks, and cost premiums. Silver-filled conductive adhesives retain low resistance over decades because silver oxide, unlike copper oxide, remains highly conductive. Systems tested for 1,000 hours at 85°C/85% RH show stable performance.
Copper offers high conductivity at lower cost but loses functionality when oxidized. Nickel serves primarily shielding applications where peak conductivity is less critical. Gold does not oxidize but cost is nearly prohibitive. Metal fillers are positioned for electromagnetic gaskets, conductive adhesives, and applications requiring very low resistivity where polymer density is not a constraint.
Hybrid Filler Systems
Combining two filler types—CNT + carbon black, or CNT + graphene—can further lower the overall percolation threshold and improve conductivity uniformity while reducing total filler cost. Literature confirms that at 0.6 wt% total loading, hybrid GNP/CNF systems achieve higher conductivity than either filler alone by leveraging complementary geometries to form more stable, lower-resistance networks.
Formulation of hybrid systems requires careful optimization. Three variables need to be dialled in together: filler ratio, dispersion sequence, and processing conditions — each tuned to the specific polymer matrix and target resistivity band.
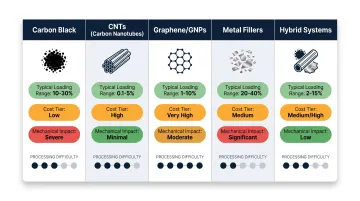
Comparison Table: Conductive Additive Types
| Additive Type | Typical Loading Range | Achievable Conductivity | Mechanical Impact | Cost Tier | Processing Difficulty |
|---|---|---|---|---|---|
| Carbon Black | 10-25 wt% | 10⁴-10⁶ Ω/sq (dissipative) | High: reduces impact strength, elongation | Low (€1.5/kg) | Easy: standard compounding |
| CNTs (MWCNT) | 0.5-2 wt% | 10²-10⁴ Ω/sq (conductive to dissipative) | Low: preserves properties at <1 wt% | Very High (€475/kg) | Challenging: requires nano-dispersion, twin-screw |
| Graphene/GNPs | 1-3 wt% | 10³-10⁵ Ω/sq (dissipative) | Moderate: reinforces stiffness | High | Moderate: platelet orientation matters |
| Metal (Ag, Cu, Ni) | 15-40 wt% | <10² Ω/sq (highly conductive) | Very High: density +3-5x, brittle | Very High (Ag), Moderate (Cu, Ni) | Moderate: oxidation control required |
| Hybrid (CNT + CB or GNP) | 1-5 wt% total | 10²-10⁴ Ω/sq (conductive to dissipative) | Low to Moderate | Moderate to High | Challenging: multi-component optimization |
How to Select the Right Conductive Additive for Your Application
Step 1: Define the Electrical Target
Map your application requirements to the appropriate resistivity range:
- ESD protection (electronics packaging): static dissipative performance, 10⁴–10¹¹ Ω surface resistance per ANSI/ESD S541
- EMI shielding housings: conductive performance <10⁴ Ω/sq to achieve 20+ dB attenuation
- Fuel system static dissipation: bulk resistivity 10³–10⁶ Ω·cm to bleed charge safely without creating ignition paths
This target dictates minimum effective filler loading. A carbon black system achieving 10⁶ Ω/sq may require 15 wt%, while a CNT system reaches the same target at 0.8 wt%.
Step 2: Assess Processing Method Compatibility
High-aspect-ratio fillers like CNTs increase melt viscosity and may require modified screw designs or twin-screw compounding. LDPE/MWCNT composites show significant viscosity increase above 1 wt%, limiting injection molding cycle times and part complexity.
Blow molding, injection molding, and extrusion each impose different shear and thermal conditions that influence dispersion and final conductivity. Shear-sensitive CNTs can align or break during processing; carbon black tolerates higher shear but requires longer residence times for adequate wetting.
Step 3: Evaluate Dispersion and Compounding Strategy
Poor filler dispersion breaks the percolation network and leads to batch-to-batch variability. Surface-treated additives, masterbatch concentrate formats, and compounding process optimisation are essential for consistent results.
Masterbatch concentrates pre-disperse the filler in a compatible carrier resin at 15–40 wt%, then let down at ratios of 5:1 to 20:1 in the final compound. This improves dispersion uniformity and reduces equipment contamination versus direct powder addition.
Twin-screw compounders with distributive and dispersive mixing zones are typically required for CNT and graphene systems.
Step 4: Balance Mechanical Property Retention
Once dispersion is optimised, the next constraint is what high loadings cost you mechanically. High filler loadings reduce impact strength, elongation at break, and fatigue resistance. Carbon black at 20 wt% can reduce notched Izod impact by 40–60% and eliminate colorability—parts are locked into black.
Low-loading nano-additives like CNTs at 0.5–1 wt% preserve structural integrity, allowing part consolidation and lightweighting. BMW i3 body panels achieved 30% weight reduction using CNT-reinforced composites, demonstrating that conductivity and mechanical performance can be optimised together.
Step 5: Evaluate Cost on a Per-Performance Basis
A CNT additive at 0.5 wt% loading may deliver lower total additive cost and product weight than carbon black at 20 wt%, despite CNTs' 316x higher per-kilogram price. Orozco et al.'s polymer cost study found no universal answer—cost-effectiveness depends on the polymer system, target resistivity, and which processing constraints apply: energy consumption, cycle time, or part weight.
Calculate total system cost across raw material, compounding, processing energy, cycle time, and part weight. In automotive applications where every gram matters, paying a premium for CNTs at sub-1 wt% loading often justifies itself through fuel efficiency gains over the vehicle's lifetime.

Key Industry Applications of Conductive Polymer Additives
Automotive and Aerospace
Fuel system components require static dissipation to prevent ignition from fuel flow-generated charge. SAE J2260 specifies requirements for multilayer nonmetallic tubing with conductive inner layers — carbon black or CNT-loaded polymers at loadings sufficient to achieve 10³–10⁶ Ω·cm resistivity.
Under-hood connectors and ESD-safe housings protect sensitive electronics from electrostatic discharge. As electric vehicle programs push harder on mass reduction, CNT-loaded engineering polymers are replacing metal brackets and shields.
CNT polymer composites enable weight reductions up to 40% in structural components, with tensile strength improvements up to 150% and modulus increases up to 80%.
Electronics, Wire & Cable, and Packaging
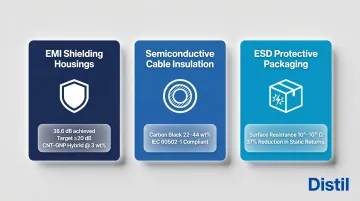
Three distinct sub-segments each define their own conductivity targets:
- EMI shielding housings must hit 20+ dB attenuation for regulatory compliance. CNT-GNP hybrid systems at 3 wt% achieve 38.6 dB at 0.7 GHz, outperforming single-filler systems with minimal weight penalty.
- Semiconductive cable insulation per IEC 60502-1 uses carbon black at 22–44 wt% to control resistivity and prevent voltage stress concentrations at conductor interfaces.
- ESD protective packaging targets surface resistance of 1.0×10⁴ to 1.0×10¹¹ Ω per ANSI/ESD S541, achieved with 12–18 wt% carbon black in polyethylene films — reducing static-related product returns by 37%.
Healthcare, Sensors, and Flexible Electronics
Unlike industrial applications where bulk conductivity dominates, biomedical devices demand materials that are electrically active, mechanically compliant, and biocompatible. PEDOT:PSS and polypyrrole-based systems meet all three requirements for biosensors, wearable monitors, and implantable electrodes.
Conductivity varies sharply with processing: pristine PEDOT:PSS delivers under 1 S/cm, but sulfuric acid doping raises this to 2,244 S/cm, and graphene composites exceed 4,000 S/cm. At the device level, PEDOT:PSS-coated gold microelectrode arrays reduced impedance from 1,449 kΩ to 52 kΩ at 1 kHz — enabling chronic neural recording sustained for 12 weeks in rat models, with dopamine detection limits reaching 0.05 μM.
Polypyrrole/PDLLA composite nerve conduits have bridged 10 mm gaps in rat sciatic nerves, with functional recovery documented at six months.
Innovations and Emerging Trends in Conductive Polymer Additives
MXenes and Next-Generation 2D Materials
MXenes (transition metal carbides/nitrides) deliver metallic conductivity and EMI shielding performance at very low loading. Ti₃C₂Tₓ MXene at only 2.12 vol% in polypropylene yields 437.5 S/m conductivity and over 60 dB EMI shielding effectiveness—three times the 20 dB threshold considered effective for commercial shielding.
That's roughly three times higher shielding per unit filler than conventional carbon-based systems. MXenes remain largely at the research stage for polymer compounding, with real challenges in oxidative stability and scalable dispersion—but the performance data makes pilot-scale evaluation the logical next step for next-generation EMI applications.
Additive Manufacturing with Conductive Polymers
The same efficiency gains driving MXene interest are reshaping how conductive polymers get processed. 3D printing methods—FDM, vat photopolymerization, direct ink writing—enable complex geometry sensors, wearables, and structural electronics that conventional molding cannot produce. Conductive PLA with 25 wt% carbon black achieves 30 Ω·cm resistivity perpendicular to layers and 115 Ω·cm through the Z-axis, suitable for printed circuits and resistive heating elements.
Direct ink writing of PEDOT:PSS as a surfactant-free conductive ink enables three-layered flexible circuits on film substrates. Successful printability comes down to three rheological parameters:
- Viscosity — must match deposition speed and nozzle geometry
- Yield stress — controls shape retention after extrusion
- Shear-thinning behavior — determines how the ink flows under pressure versus at rest
Sustainable and Bio-Derived Conductive Systems
The shift toward additive manufacturing also accelerates demand for sustainable filler systems. Lignin-derived biochar pyrolyzed at 1,000°C achieves 44.8 S/cm conductivity versus 55.1 S/cm for Super P carbon black, with a carbon footprint of -2.2 kg CO₂eq/kg (carbon-negative) compared to +3.2 kg CO₂eq/kg for carbon black. Where peak conductivity is not critical, biochar is a technically viable and carbon-negative substitute.
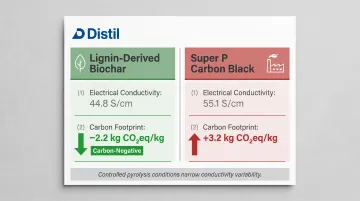
The practical challenge is consistency: feedstock-dependent conductivity ranges from 0.002 to 18.51 S/cm depending on pyrolysis temperature and oxygen content. Controlled production conditions close that gap substantially. Given that conductive polymer formulations already carry a 23% cost premium over conventional plastics, the combination of lower material cost and carbon-negative credentials makes biochar a commercially compelling direction for formulators prioritizing sustainability without sacrificing margin.
Sourcing, Formulating, and Scaling Conductive Polymer Systems
Translating lab-scale conductivity results to consistent commercial production requires controlling shear history during compounding, maintaining dispersion quality across batch sizes, and implementing statistical quality control on surface resistivity. Process drift—gradual changes in temperature profiles, screw wear, or residence time—breaks percolation networks and creates batch-to-batch variability that field failures and customer complaints reveal only after shipment.
Avoiding those failure modes is precisely why many manufacturers partner with specialty chemical formulators rather than managing this in-house. The technical challenge lies not in mixing filler and polymer, but in achieving nano-scale dispersion uniformity across every batch. That means navigating multiple constraints simultaneously:
- Validating performance across realistic processing windows
- Balancing cost, mechanical properties, colorability, and cycle time
- Scaling without degrading the conductive network
Distil provides application-specific additive formulation, R&D-led trials, and scale-up support for advanced polymer systems. The team — PhDs, MScs, and engineers with 45+ years of combined experience from Dow, BASF, Huntsman, and Reliance Industries — manages the full journey from selecting the right additive type and loading level through to batch-consistent commercial supply via 20+ manufacturing partners.
This eliminates the need for in-house compounding infrastructure while maintaining process control through unified quality systems and statistical process monitoring.
For manufacturers who need conductive polymer solutions but lack the R&D infrastructure or compounding expertise, this model compresses the path from trial to commercial launch and reduces scale-up risk — without capital expenditure.
Frequently Asked Questions
What is the difference between intrinsically conductive polymers and conductive polymer composites?
ICPs like PEDOT and polyaniline conduct electricity through their own conjugated backbone structures and require doping for high conductivity. Composites achieve conductivity by dispersing conductive fillers (carbon black, CNTs, graphene) into standard polymer matrices and are generally more compatible with standard industrial processing like injection molding and extrusion.
What loading level of carbon nanotubes is typically needed to make a polymer conductive?
CNTs can form percolation networks at loadings typically below 1 wt% due to their high aspect ratio, though the exact threshold depends on dispersion quality, polymer type, and processing conditions. Published data show 0.85 wt% in polyamide-11 and as low as 0.001 wt% in some thermoset matrices.
Which conductive additive type is best for EMI shielding applications?
CNT-based systems and hybrid CNT/graphene formulations are generally preferred for EMI shielding due to their combination of high conductivity at low loading and minimal density increase. Metal-based fillers may be used where the highest shielding effectiveness (>60 dB) is required and weight is not constrained.
How does dispersion quality affect the performance of a conductive polymer additive?
Poor dispersion breaks the conductive network, raises the effective percolation threshold, and produces inconsistent batch-to-batch conductivity. Uniform nano-scale dispersion — achieved through masterbatch formats, surface-treated fillers, and optimized twin-screw compounding — is critical to achieving rated performance.
Can conductive polymer additives be processed using standard injection molding or extrusion equipment?
Most carbon black and CNT systems process on standard thermoplastic equipment, though high-aspect-ratio fillers may require screw design adjustments and controlled shear to preserve dispersion and filler structure. Note that melt viscosity rises significantly above 1 wt% CNT loading.
What are the most promising innovations in conductive polymer additives currently?
Three areas are seeing the fastest commercial traction:
- MXenes — delivering >60 dB EMI shielding at just 2.12 vol% loading
- Additive-manufactured conductive structures — enabling complex sensor geometries not achievable with conventional processing
- Bio-derived carbon fillers — carbon-negative footprint, with adoption gaining ground in electronics and wearable sensors