Introduction
Mandatory recycled content targets are arriving faster than most formulation teams anticipated — and the technical gap between compliant and performant is where most manufacturers get stuck. Regulatory pressure now spans every major market:
- EU PPWR: 30–65% recycled content in plastic packaging by 2030–2040
- UK Plastic Packaging Tax: applies to packaging with less than 30% recycled content
- India rigid packaging rules: 30–60% recycled content by 2028
- California AB 793: 50% post-consumer recycled (PCR) content in beverage containers by 2030
Meeting these targets is straightforward on paper. In practice, recycled feedstocks arrive degraded, contaminated, malodorous, or in mixed fractions. Post-consumer recycled PP retains only approximately 170 ppm Irganox 1010 and 150 ppm Irgafos 168 from original stabiliser packages, while elongation at break can drop by 67% in contaminated streams. Substituting recycled material for virgin without reformulating invites performance failures.
That performance gap is precisely what additives are designed to address. This guide covers the key quality challenges of recycled polymers, the additive categories that tackle each one, application-specific considerations, and a practical framework for building an effective additive package.
TLDR
- Recycled polymers suffer from degraded mechanical properties, inconsistent melt flow, odour, and contamination
- Four main additive categories restore performance: coupling agents, melt flow modifiers, thermal stabilisers, and odour control additives
- Olefin block copolymers at 4–8 wt% achieve up to 6-fold improvement in elongation at break in mixed PE/PP streams
- Zeolite incorporation at 10% w/w achieves 89% total VOC reduction in recycled PP
- Effective additive selection requires matching polymer type, recycling route, contamination profile, and target application — generic formulations rarely perform
Why Recycled Polymers Are Harder to Process Than Virgin Plastics
Every thermal reprocessing cycle breaks polymer chains, reducing molecular weight and causing measurable drops in elongation at break, tensile strength, and impact resistance. Post-consumer streams amplify this because the resin has already been processed multiple times before collection. Polypropylene weight-average molecular weight (Mw) drops from approximately 300,000 g/mol to approximately 100,000 g/mol over 120 minutes of continuous extrusion at 220°C, with chain scission identified as the dominant degradation pathway.
Oxidative Degradation and Melt Flow Instability
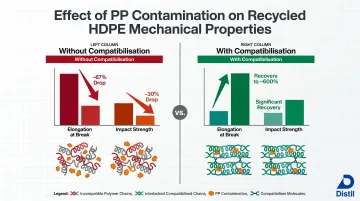
When polymers like HDPE are exposed to heat and oxygen during recycling, crosslinking reactions increase melt viscosity. This makes the material harder to process and causes inconsistent melt flow index (MFI), leading to higher scrap rates and incomplete mould filling.
MFR increases progressively through recycling cycles due to molecular chain breakage, typically stabilising after approximately 3 recycling cycles.
Contamination in Post-Consumer Recyclate
Contamination is widespread in post-consumer streams and comes in several forms:
- Residual food, detergents, and fragrances
- Pigments (carbon black, TiO₂, organic dyes)
- Inorganic fillers (CaCO₃, talc)
- Mixed polymer types (PE and PP commingled)
Each contaminant interacts differently with the polymer matrix and must be accounted for in formulation. Without compatibilisation, 10% PP contamination in HDPE causes a 67% reduction in elongation at break and a 30% reduction in impact strength.
Odour: A Hidden Rejection Risk
Odour problems stem from two sources: thermal reprocessing generates volatile breakdown products, while post-consumer waste carries a "scent memory" from contact with food, fragrances, and detergents. It is one of the most common reasons recycled material is rejected for higher-value applications, even when it meets mechanical specifications.
The economics make solving these challenges worthwhile. Finished goods incorporating recycled content command a 20-40% premium in most markets, yet post-consumer recycled resin at the commodity level costs roughly 33% more than virgin polymer to source.
As regulatory mandates tighten and virgin material costs rise, processors who can reliably formulate recycled streams into specification-grade output hold a clear commercial advantage — which is precisely where additive packages become decisive.
Coupling Agents and Compatibilizers: Restoring Mechanical Performance
What Coupling Agents Do
Coupling agents are bifunctional molecules that bridge the interface between inorganic fillers (CaCO₃, carbon black, talc) and the organic polymer matrix. In recycled compounds, this interface is weakened by chain degradation and contamination, making additive selection more critical than in virgin formulations. The right chemistry depends on which fillers are present and how severely the polymer stream has been mixed.
Main Chemistries
Three coupling agent families dominate recycled polymer compounding, each suited to different contamination profiles:
- Silane coupling agents work well with hydroxyl-bearing fillers (silica, glass) but require reactive surfaces and cannot address non-silane-reactive fillers common in contaminated recyclate.
- Maleic anhydride grafted polymers (MAH-g-PP, MAH-g-PE) are widely used for polyolefin blends, improving interfacial adhesion in mixed polymer streams and filled systems at 0.5–3% addition levels.
- Organotitanates couple to a broader range of chemical groups including CaCO₃ and carbon black, making them particularly well-suited to contaminated or mixed recycled streams.
Organotitanates deliver measurable processing gains. At 0.2 phr addition, moulding cycle times decrease by an average of 20% as process temperatures drop by approximately 10°C.
In a filled EPDM compound, 0.6 phr pyrophosphato titanate on 60 phr silica dropped Mooney viscosity from 70 to 53 while increasing tensile strength by 12%.
Multiblock Polymer Compatibilisers for Mixed Streams
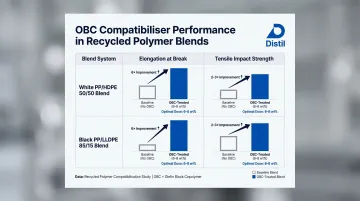
Olefin block copolymers (OBC) deliver dramatic property recovery in post-consumer recycled PP/PE blends. At 4–8 wt% addition levels, OBCs achieve:
| Property | Blend (no compatibiliser) | With OBC (optimal dose) | Improvement |
|---|---|---|---|
| Elongation at break (white PP/HDPE 50/50) | ~60% | 360% (at 8 wt%) | 6-fold increase |
| Elongation at break (black PP/LLDPE 85/15) | ~30% | 180% (at 8 wt%) | 6-fold increase |
| Tensile impact strength (white blend) | Baseline | 3x baseline (at 8 wt%) | 200% increase |
| Tensile impact strength (black blend) | Baseline | 2x baseline (at 6 wt%) | 100% increase |
The mechanism works by creating a core-shell morphology where the OBC encapsulates dispersed PP particles, preventing phase separation and delamination. Elastic modulus decreases slightly but remains within standard injection moulding compound range.
Assessing Compatibiliser Performance
Key performance metrics to track:
- Elongation at break – measures ductility recovery
- Tensile strength – indicates interfacial bonding effectiveness
- Impact resistance – reveals toughness in the compounded material
- Property retention across cycles – validates long-term stability
Effective compatibilisation restores elongation at break to approximately 600% in recycled HDPE contaminated with PP, matching neat virgin HDPE performance.
Practical Handling Considerations
Coupling agents are typically incorporated via masterbatch or as pre-treated filler to ensure even dispersion. Delivery format affects both ease of handling and dispersion consistency:
- OBC compatibilisers are best added as pelletised masterbatch to prevent bridging in the hopper at high dose rates
- MAH-g-PP/PE grades can be dry-blended with the base resin before extrusion when uniform melt mixing is confirmed
- Titanate coupling agents are often pre-applied to the filler surface at the grinding or drying stage, which improves dispersion uniformity compared to direct addition
Melt Flow Modifiers, Thermal Stabilisers, and Odour Control Additives
Melt Flow Modifiers
Why MFI correction is necessary: Oxidative crosslinking raises viscosity and lowers MFI in recycled polyolefins, causing processing problems on extruders and injection moulding machines. Conversely, excessive chain scission can over-reduce viscosity. Formulators may need to both raise and control MFI depending on the feedstock.
Peroxide-based MFI improvers provide controlled chain scission in PP through a process known as visbreaking or controlled rheology. Dicumyl peroxide (DCP) at 0–0.6 wt% narrows molecular weight distribution and increases MFI. Complete peroxide decomposition requires 8–10 times the half-life at the process temperature. Above 240°C, thermal degradation competes with peroxide-induced scission.
Viscosity-reducing processing aids for HDPE/LDPE are supplied as masterbatches for consistent, pre-dispersed dosing — eliminating manual compounding variability and simplifying MFI uplift across production runs.
Thermal Stabilisers and Antioxidants
Recycled polymers have depleted antioxidant packages. Hindered phenol and phosphite stabilisers originally present in virgin resin are consumed during the first use cycle. Without replenishment, reprocessing causes rapid further chain degradation.
Re-stabilisation requires two complementary mechanisms:
| AO Type | Mechanism | Example | Key Behaviour |
|---|---|---|---|
| Primary (radical scavenger) | Neutralises free radicals before chain degradation initiates | Irganox 1010 (hindered phenol) | Protects during processing and service life |
| Secondary (hydroperoxide decomposer) | Converts hydroperoxides into stable products | Irgafos 168 (phosphite) | Depleted faster during extrusion — completely consumed within 20 minutes in unstabilised PP |
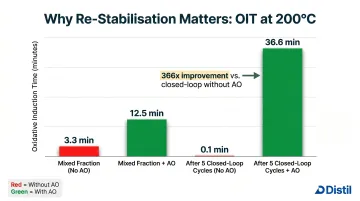
Synergistic stabilisation: When combined with Irganox 1010, Irgafos 168 remains detectable up to approximately 60 minutes due to synergistic protection. Standard starting point for re-stabilisation: 500 ppm Irganox 1010 + 1000 ppm Irgafos 168, with adjustment downward for closed-loop systems to avoid build-up.
Oxidative Induction Time (OIt) benchmarks:
- Mixed fraction without AO addition: 3.3 min (at 200°C)
- Mixed fraction with AO addition: 12.5 min
- After 5 closed-loop cycles without AO: 0.1 min
- After 5 closed-loop cycles with AO: 36.6 min
UV stabilisers (HALS): Outdoor-exposed post-consumer recyclate may have a depleted HALS package. For end applications with UV exposure requirements, re-stabilisation with hindered amine light stabilisers is essential.
| HALS Type | MW Range | Key Property | Application Fit |
|---|---|---|---|
| Low MW (LMW) | 400–800 g/mol | Rapid surface migration | Fast initial protection |
| High MW (HMW/Oligomeric) | 1,000–20,000 g/mol | Low migration, extraction resistant | Food-contact, thin films |
| Polymeric HALS | >3,000 g/mol | Lowest migration profile | Regulatory-sensitive applications |
| NOR-HALS | Varies | Acid-resistant | Recyclate with flame retardants or acidic contaminants |
For food-contact recycled packaging under EU 10/2011, HMW and polymeric HALS are the compliance-appropriate choice due to low migration profiles.
Odour Control Additives
Two main approaches:
- Masking – Fragrance masterbatches added post-compounding. Simple but temporary.
- Adsorption/elimination – Zeolite-based odour control additives trap VOCs and malodorous molecules within their porous crystal structure.
Zeolite performance data: At 10% w/w incorporation, zeolites achieve 89% total VOC reduction in recycled PP at only 25 kJ/kg energy cost, outperforming heated air purging (78% reduction, 72 kJ/kg) and PEG extraction (73% reduction, 159 kJ/kg). For most recycled polyolefin streams, zeolites alone are sufficient — though heavily fouled post-consumer material may still require supplementary mechanical degassing.
VOC specificity: Zeolites achieve 100% removal of nonadecane, >99% reduction of tridecanal, and 80% reduction of hexyl acetate. Different grades are selective to different VOC polarities (hydrophobic vs. hydrophilic contaminants), so matching the grade to the contamination profile matters.
Combination strategies: For heavily fouled post-consumer streams, mechanical deodorisation (vacuum degassing during extrusion) is often needed alongside chemical odour control additives. A two-layer encapsulation approach (odour-absorbing outer shell over untreated core) can minimise additive cost.
Application-Specific Additive Considerations
Flexible Packaging and FMCG
Recycled LDPE and LLDPE for flexible packaging demand a specific additive approach:
- Slip and anti-block additives maintain film processability — recycled LLDPE often has inconsistent surface slip compared to virgin grades
- Antioxidants and odour control agents address food-contact proximity concerns
- Food-contact compliance requires that all additives meet EU 10/2011 or FDA Letter of No Objection (LNO) standards
- For food-contact recycled packaging specifically, high molecular weight (HMW) and polymeric HALS are the preferred stabiliser choice due to their low-migration profiles
LLDPE's linear chain structure also calls for stabiliser chemistries tuned to its specific morphology — a detail that matters when qualifying recycled grades against virgin benchmarks.
Automotive and Wire & Cable
Automotive interior applications have strict VOC and fogging emission requirements. VDA 278 requires two-stage thermal desorption testing:
- VOC measurement: Sample heated at 90°C for 30 minutes
- FOG measurement: Sample heated at 120°C for 60 minutes
Failing these thresholds can disqualify a recycled compound from interior use entirely, making odour control and low-volatility stabiliser packages non-negotiable. Wire and cable applications, by contrast, place less emphasis on emissions and more on functional durability. For recycled polyolefins in this end-use, the requirements centre on:

- Thermal stability at high processing temperatures
- Electrical property retention
- Flame retardancy compatibility
Industrial Packaging and Engineering Applications
For industrial packaging (large containers, crates) and engineering components using recycled PP or HDPE, the priority is mechanical property retention and impact modification. Key additives include:
- Coupling agents and compatibilisers
- Impact modifiers (elastomeric tougheners)
- Nucleating agents to control crystallinity
How to Select and Combine Additives for Recycled Polymer Formulations
Formulation Logic Framework
Start with feedstock characterisation before selecting additive types. Recycled streams vary batch to batch — skipping this step leads to over-dosing that inflates cost or under-dosing that leaves performance gaps in the final compound.
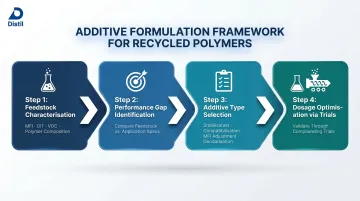
Recommended framework:
- Feedstock characterisation – Measure residual antioxidant levels (HPLC for intact Irganox 1010 and Irgafos 168), MFI, OIt/OIT, polymer composition (DSC for PE/PP ratio), contaminant profile, and VOC content
- Performance gap identification – Compare feedstock properties to target application requirements
- Additive type selection – Choose categories based on identified gaps (stabilisation, compatibilisation, MFI correction, deodorisation)
- Dosage optimisation via trials – Validate combinations through application-specific compounding trials
Additive Compatibility and Interaction Effects
Additives rarely behave in isolation. Antioxidants can interact with pigments and lose effectiveness; coupling agents affect melt flow in ways that MFI modifiers must account for; zeolites require even dispersion or they create agglomerates that compromise mechanical properties. Theoretical blending ratios don't capture these dynamics — physical trials do.
Critical interactions to monitor:
- Stabiliser-pigment interactions that reduce antioxidant effectiveness
- Compatibiliser viscosity effects vs. MFI modifier actions
- Zeolite dispersion quality and its impact on mechanical properties
Working with an R&D-Led Partner
For companies scaling recycled polymer formulations, working with a specialty chemicals partner that offers R&D-led application testing—from lab trials through to commercial-scale production—reduces formulation risk and time-to-market.
Distil's advanced polymer solutions team develops application-specific additive packages backed by chemists with experience at Dow, BASF, Huntsman, and L'Oréal. The structured R&D process covers feedstock characterisation, formulation design, validation testing, process optimisation, and commercial-scale production — giving brands and compounders a single point of contact from first trial to full-volume supply.
Frequently Asked Questions
What additives can be added to polymers?
Polymer additives cover stabilisers (antioxidants, UV stabilisers), processing aids (lubricants, MFI modifiers), mechanical property enhancers (coupling agents, impact modifiers), flame retardants, colorants, and odour control agents — each targeting a specific processing, performance, or aesthetic requirement in the final compound.
What are the additives for improving the quality of recycled products?
The four main categories are coupling agents/compatibilisers (to restore mechanical properties), melt flow modifiers (to correct viscosity), thermal stabilisers/antioxidants (to compensate for depleted stabiliser packages), and odour control additives such as zeolite-based adsorbents. These are used in combination based on the specific deficiencies of the recycled feedstock.
What additives are used in LLDPE?
LLDPE typically uses antioxidants (hindered phenols + phosphites), slip and anti-block additives for film processing, and UV stabilisers (HALS) for outdoor applications. In recycled LLDPE specifically, odour control additives and processing aids compensate for the variable quality of post-consumer feedstocks.
What is a compatibiliser and why is it important for recycled polymers?
A compatibiliser improves interfacial adhesion between incompatible polymer phases or between a polymer and a filler. In recycled streams, where mixed polymer types and inorganic contaminants are common, they prevent phase separation, delamination, and mechanical failure in the final compound.
Can additives fully replace virgin polymer in recycled compounds?
Additives can largely close the performance gap, but a 100% recycled compound rarely matches all properties of a virgin formulation in demanding applications. Most commercial compounds combine recycled feedstock, targeted additives, and a controlled fraction of virgin material — with the blend ratio driven by application specs and cost constraints.