Introduction
Polymer additive manufacturing has moved far beyond hobbyist prototyping. Today, it underpins medical devices, aerospace components, automotive parts, and consumer electronics, making it one of the most strategically important manufacturing technologies for industrial companies. Airbus produces over 25,000 flight-ready polymer parts per year using FDM, with over 200,000 certified components in service across commercial aircraft. Adidas has sold millions of units of 3D-printed footwear midsoles worldwide. Over 500 FDA-cleared medical devices since 2010 rely on polymer AM for patient-specific customization.
That shift from prototyping to production raises the stakes considerably. Choosing the wrong AM process or polymer material affects part performance, unit economics, and compliance — sometimes all three at once. What follows is a practical breakdown of the key process families, material categories, and selection criteria that matter most for production-grade applications.
TLDR
- Polymer AM builds parts layer by layer from resins, powders, or filaments using light, heat, or extrusion
- Four process families dominate: Photopolymerization, Powder Bed Fusion, Material Extrusion, and Material Jetting
- Three polymer categories are used: thermosets (resins), thermoplastics (filaments/powders), and elastomers
- Process selection turns on geometry, mechanical performance, surface finish, and production volume
- Industries from healthcare to automotive are scaling polymer AM into end-use part production
What Is Polymer Additive Manufacturing?
Polymer additive manufacturing is a category of 3D printing that builds physical objects layer by layer using polymer-based materials — plastics, resins, and rubbers — distinguishing it from metal or ceramic AM. Polymers were the first materials used in commercial AM when Charles W. Hull invented stereolithography in 1983 and filed his patent in 1984, with the first commercial 3D printer (the SLA-1) released by 3D Systems in 1987.
Polymers dominate the AM landscape today. They commanded 44.88% of the global 3D printing market by material in 2025, within an overall AM industry valued at USD 21.9 billion growing 9.1% year-over-year.
This makes polymers the largest material segment ahead of metals and alloys — a position built on their versatility, cost-effectiveness, and broad compatibility with established industrial applications.
The ISO/ASTM 52900 standard provides the official classification framework for AM processes, defining seven process families:
- Binder Jetting
- Directed Energy Deposition
- Material Extrusion
- Material Jetting
- Powder Bed Fusion
- Sheet Lamination
- Vat Photopolymerization
For polymers, four of these families are most relevant: Vat Photopolymerization, Powder Bed Fusion, Material Extrusion, and Material Jetting.
Key Polymer AM Processes Explained
While 16+ polymer AM processes exist, they cluster into four main families based on how the polymer is shaped and solidified. Each offers distinct trade-offs in resolution, speed, material options, and cost.
Photopolymerization (SLA and DLP)
Stereolithography (SLA) uses a UV laser to trace each layer across a liquid photopolymer resin, curing it point by point. Parts are built upside-down and require support structures and post-cure washing. SLA delivers exceptional dimensional accuracy:
| Feature Size | Tolerance |
|---|---|
| 1-30 mm | ±0.15% |
| 31-80 mm | ±0.2% |
| 81-150 mm | ±0.3% |
| Minimum lower limit | ±0.02 mm |
Digital Light Processing (DLP) shares SLA's resin-based approach but uses a digital projector to flash-cure an entire layer simultaneously, making it faster for dense parts. The trade-off: DLP uses square pixels that become rectangular voxels, creating visible "stepped" effects on curved surfaces. DLP resolution is fixed to the projector's pixel count, so enlarging the build area coarsens resolution. SLA maintains consistent resolution across the entire build volume regardless of part size.
Both processes produce smooth surface finishes and tight tolerances ideal for detailed prototypes, dental models, and visual presentation parts.
Powder Bed Fusion (SLS and MJF)
Selective Laser Sintering (SLS) uses a laser to selectively sinter polymer powder — typically Nylon/PA12 — layer by layer. Unfused powder acts as self-support, eliminating the need for support structures and enabling complex internal geometries. SLS parts exhibit rougher surface finish compared to resin-based processes but deliver isotropic mechanical properties. PA12 tensile strength typically reaches 48 MPa with 18-24% elongation at break.
Multi Jet Fusion (MJF) by HP deposits a fusing agent via inkjet onto a powder bed, then uses an infrared lamp to melt targeted areas. MJF delivers measurable advantages over SLS:
- Lead time: 1-3 days faster due to reduced cooling times
- Cost: 15-30% lower for small-volume parts
- Powder reuse: Up to 85% versus approximately 50% for SLS
- Resolution: 1,200 DPI versus 0.3-0.4 mm SLS laser spot size

These advantages make MJF a strong fit for batch production of functional end-use parts — automotive brackets, medical enclosures, and consumer goods components where consistent mechanical performance across a run matters more than single-part cost.
Material Extrusion (FDM/FFF and Pellet Extrusion)
Fused Deposition Modeling (FDM) — also called Fused Filament Fabrication (FFF) — is the most widely used polymer AM process. A thermoplastic filament is melted and extruded through a nozzle, deposited layer by layer on a build platform. FDM supports a wide range of materials:
- PLA and ABS for general prototyping
- Nylon and PC for structural and load-bearing parts
- PEEK for high-temperature and medical-grade applications
The process offers large build volumes but produces visible layer lines and anisotropic mechanical properties.
That anisotropy carries real engineering risk. According to data on isotropic vs. anisotropic strength in FDM parts, Z-axis tensile strength runs at 40-75% of XY-plane strength, and elongation at break drops to 10-30% of XY values. For Nylon 12 on a Stratasys F900, elongation collapses from 30% (XZ) to 6.5% (ZX). Engineers must design for worst-axis loading or specify more isotropic processes — MJF or SLS — for structural parts.
Pellet extrusion (also called Fused Granulate Fabrication or FGF) uses plastic granulate instead of filament, enabling approximately 30% lower material costs, higher throughput, and access to standard injection-molding grade polymers. For large-format tooling, jigs, and production-scale runs, this means meaningful cost reduction without switching polymer grades.
Material Jetting (MJ)
Material Jetting dispenses photopolymer droplets from multiple inkjet-style nozzles and instantly UV-cures them, enabling multi-material and multi-color printing in a single build. Stratasys PolyJet systems achieve 14-27 micron layer thickness with 500,000+ colors (Pantone Validated on J850 Prime).
Material Jetting produces the highest surface finish and dimensional accuracy of any polymer AM process (±100 microns for parts under 100 mm), but carries higher material costs and is limited to photopolymer resins. It's ideal for visual prototypes, medical models, and applications requiring overmolding or multi-durometer assemblies.
Polymer Materials Used in Additive Manufacturing
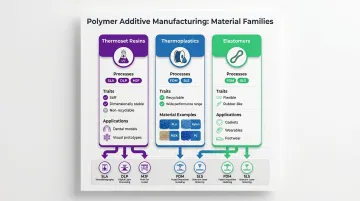
Polymer AM materials fall into three chemical families — thermosets, thermoplastics, and elastomers. Choosing the right material group is inseparable from choosing the right process.
Thermoset Resins
Thermosets (used in SLA, DLP, and Material Jetting) cure irreversibly by crosslinking when exposed to UV light, resulting in stiff, dimensionally stable parts. Main resin subtypes include:
- Standard resin: Smooth finish, injection-mould-like appearance
- Tough resin: Impact resistance for functional prototypes
- Durable resin: Flexible, PP-like behaviour for snap-fit assemblies
- Heat-resistant resin: Higher HDT for thermal applications
- Transparent resin: Optics, light pipes, jewellery
Thermosets cannot be recycled by remelting, limiting their sustainability profile compared to thermoplastics.
Thermoplastic Filaments and Powders
Thermoplastics (used in FDM and SLS/MJF) are the most commercially important class in polymer AM because they are recyclable, cover a wide performance range, and are compatible with standard industrial polymer grades:
- PLA: Entry-level, biodegradable (under industrial composting conditions per ASTM D6400)
- ABS: Impact-resistant, good for functional prototypes
- Nylon/PA12: SLS standard, excellent toughness (48 MPa tensile strength, 18–24% elongation)
- PETG: Chemical resistance, ease of printing
- Polycarbonate (PC): High strength and temperature resistance
- PEEK: High-performance engineering grade; requires ~400°C nozzle, 160°C heated bed, and 90°C enclosed chamber. Delivers 100–105 MPa tensile strength and 152–156°C HDT — suitable for aerospace and medical metal-replacement applications.
For manufacturers sourcing specialty polymers — high-performance nylons, PEEK grades, or custom-compounded filaments — material formulation quality directly affects part performance and batch-to-batch consistency. Small deviations in molecular weight distribution or filler loading can shift mechanical properties outside specification.
Distil's advanced polymer team develops application-specific formulations across engineering thermoplastics, working from lab-scale development through to commercial supply via a network of 20+ manufacturing partners — with a single quality system governing every batch.
Elastomers and Flexible Materials
Elastomeric polymers such as TPU (Thermoplastic Polyurethane) can be processed via FDM and increasingly via SLS to produce flexible, rubber-like parts. Applications include wearables, gaskets, vibration dampeners, soft robotics, and footwear. Rubber-like resins are also available for SLA/DLP but offer more limited elongation and durability compared to TPU.
Industry Applications of Polymer Additive Manufacturing
Healthcare and Medical
Polymer AM enables patient-specific implants, prosthetic limbs, surgical guides, and drug delivery devices through precise geometry customization. Over 500 3D-printed medical devices have received FDA regulatory clearance since 2010, including over 180 implant designs cleared since 2015.
The global 3D printing medical devices market was estimated at USD 4.28 billion in 2024 and projected to reach USD 46.9 billion by 2033 at a CAGR of 30.46%.
Key materials driving adoption include:
- Biocompatible resins: MED610, MED615
- Medical-grade nylons: PA12 (ISO 10993 compliant)
- FDM-grade thermoplastics: PC-ISO and Ultem 1010, compatible with EtO, Gamma, and Autoclave sterilization
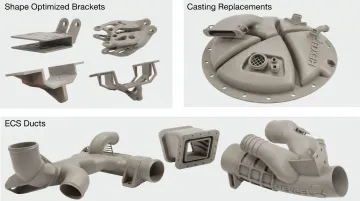
Automotive and Aerospace
Lightweight polymer parts — brackets, ducting, interior trim, tooling jigs — are being additively manufactured to reduce weight and shorten supply chains. Airbus produces over 25,000 flight-ready polymer parts per year using FDM with ULTEM 9085, achieving lead time reductions up to 85% and weight savings up to 43% for certain A350 components.
BMW has used additive manufacturing since 1990 across all brands and production plants, reducing crash test component turnaround from weeks to hours and eliminating spare parts inventory through on-demand production.
Consumer Goods, Electronics, and Packaging
Product designers use polymer AM for rapid prototyping and short-run production of enclosures, connectors, and customized packaging components. Real-world results show how quickly the economics can shift:
- PepsiCo cut blow mold tooling costs by 96% using 3D-printed resin inserts capable of producing over 10,000 bottles
- Adidas 4DFWD midsoles have reached millions of units sold, produced via Carbon DLS with elastomeric resin and over 10,000 individual struts per sole
In sectors like FMCG, electronics, and wire and cable, faster design iteration and tighter unit economics are increasingly the difference between a product that ships on schedule and one that doesn't.
Selecting the Right Polymer and Process for Your Application
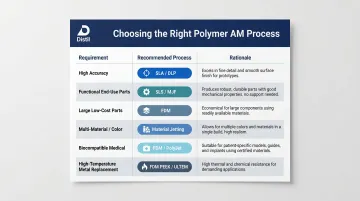
Choosing the optimal polymer AM process and material requires mapping end-use requirements to process/material combinations:
| Requirement | Recommended Process | Rationale |
|---|---|---|
| High accuracy, smooth surfaces | SLA/DLP | ±0.15% tolerance, finest surface finish |
| Functional prototypes, end-use parts | SLS/MJF | Isotropic PA12, no supports, batch production |
| Large parts, low cost | FDM (filament or pellet) | Lowest material cost, largest build volumes |
| Multi-material, full color | Material Jetting (PolyJet) | Only technology supporting simultaneous multi-material |
| Biocompatible medical parts | FDM (PC-ISO, Ultem 1010) or PolyJet (MED610) | Documented ISO 10993 compliance |
| High-temperature, metal replacement | FDM with PEEK/ULTEM | HDT >150°C, tensile >100 MPa |
Scale matters. Process-volume fit is as important as process-capability fit:
- FDM / pellet extrusion — best for large parts at low-to-medium volumes
- SLS / MJF — best for batch production of complex functional parts
- SLA / DLP — best for small, high-detail parts in low volumes
Total cost of ownership includes material cost (FDM filament: ₹1,650–12,400/kg; SLA resin: ₹4,100–16,500/L; SLS powder: approximately ₹8,250/kg), post-processing time, and support structure waste.
As polymer AM moves toward end-use production, the material itself — not just the process — becomes the limiting variable. Additive packages, stabilizers, and compound quality directly affect dimensional stability and batch repeatability at scale.
For manufacturers sourcing specialty polymer compounds, this is where supplier capability matters. Distil formulates functional masterbatches and polymer additives for automotive, healthcare, electronics, and packaging applications, with unified quality control across its 20+ manufacturing partner facilities. That consistency — from compound specification through commercial production — reduces process drift without requiring additional capital investment in equipment or tooling.
Frequently Asked Questions
What are the 7 types of additive manufacturing?
The seven ASTM/ISO 52900 categories are Binder Jetting, Directed Energy Deposition, Material Extrusion, Material Jetting, Powder Bed Fusion, Sheet Lamination, and Vat Photopolymerization. For polymer applications, the four most commercially relevant are Vat Photopolymerization (SLA/DLP), Powder Bed Fusion (SLS/MJF), Material Extrusion (FDM), and Material Jetting (PolyJet).
What polymer materials are used in additive manufacturing?
The three main categories are thermoset resins (SLA/DLP), thermoplastics such as PLA, ABS, Nylon, PC, and PEEK (FDM/SLS), and elastomers like TPU. Material choice depends on mechanical, thermal, and chemical requirements — and the process itself.
What is the most commonly used polymer in additive manufacturing?
Nylon (PA12) is the most widely used polymer in industrial powder bed fusion (SLS/MJF), while PLA dominates desktop FDM printing, and standard photopolymer resins lead in SLA/DLP.
What is the difference between FDM and SLS in polymer 3D printing?
FDM melts and extrudes filament layer by layer — lower cost, but requires support structures and produces anisotropic strength. SLS sinters polymer powder with a laser, eliminating support structures and delivering isotropic properties, though equipment costs are significantly higher.
What industries use polymer additive manufacturing the most?
Healthcare/medical, automotive, aerospace, consumer goods, and electronics are the leading adopters. Medical leads due to patient-specific customization. Automotive and aerospace follow, driven by lightweight part production and supply chain consolidation.
What are the main advantages of polymer AM over traditional manufacturing?
Key advantages include no tooling costs for low volumes, the ability to produce complex internal geometries impossible with injection moulding, fast design iteration, and mass customisation. Trade-offs are slower throughput and different material properties at high volumes compared to traditional processes.