Color masterbatch offers the industry-standard solution. This guide covers its components, types, manufacturing processes, formulation principles, and how to evaluate sourcing options that align with your application requirements.
What Is Color Masterbatch?
Color masterbatch is a solid, highly concentrated mixture of pigments or dyes encapsulated into a carrier resin during a heat process, then cooled and cut into granular pellets. These pellets are later metered—"let down"—into a base polymer at ratios typically between 1–5% during final processing.
Why Masterbatch Exists Over Direct Pigment Use
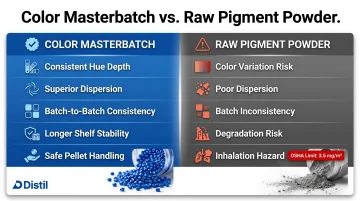
Compared to loose pigment powders, masterbatch offers:
- Superior colorability with consistent hue depth across batches
- Better pigment dispersion throughout the base polymer
- Batch-to-batch color consistency for brand-critical applications
- Longer shelf stability with reduced pigment degradation
- Safer handling — pellet form eliminates inhalation exposure entirely
Raw pigment powders pose real inhalation risks. Carbon black, for instance, carries an OSHA permissible exposure limit of 3.5 mg/m³ (8-hour TWA). Masterbatch's encapsulated pellet format removes that exposure pathway at the production floor.
The global color masterbatch market reached $4.78 billion in 2025, projected to grow to $6.2 billion by 2033 at a 5.3% CAGR. Growth is concentrated in color masterbatch specifically, pulled by rising demand for brand-accurate color in packaging and tightening compliance requirements across end-use industries.
TLDR
- Color masterbatch = concentrated pigment pellets blended into base polymer during processing
- Three core components: pigment/dye, carrier resin, additives
- Typical let-down ratio: 1–5% masterbatch to base polymer
- Preferred over raw pigments for consistency, safety, and dispersion
- Used across packaging, automotive, wire & cable, personal care, and healthcare applications
Key Components of Color Masterbatch
Pigments: Organic vs. Inorganic
Two classes of pigments are used in masterbatch formulations:
Organic pigments — such as phthalocyanine blue/green, azo reds, and permanent yellow — offer brightness and transparency but have a thermal ceiling around 220°C. They deliver higher tinting strength but lower hiding power and UV stability.
Inorganic pigments — including titanium dioxide, carbon black, iron oxides, and cadmium-based types — provide opacity, heat stability exceeding 240°C, and superior UV resistance. They are the standard choice for engineering plastics like PC and nylon.
Trade-offs include cost, regulatory compliance, and performance. Cadmium pigments, for example, are restricted under REACH Annex XVII to 0.01% by weight in most plastics, though LDPE used for colored masterbatch production is specifically exempt.
Titanium dioxide's regulatory status has been clarified: the EU Court of Justice dismissed appeals in August 2025, upholding the annulment of its carcinogen classification. TiO2 is no longer classified as a carcinogen under EU CLP Regulation. The classification had applied only to inhalable powder; masterbatch granules were never subject to carcinogen labeling.
Carrier Resin: The Structural Matrix
The carrier resin forms the structural matrix of the masterbatch. Selecting the wrong carrier undermines dispersion quality regardless of how well the pigment is prepared. Selection criteria include:
- Chemical compatibility with the end-use base polymer
- Melt flow index matched to processing conditions
- Powder form preferred over granular for faster melting and better pigment wetting
- Same resin type as the final product — the most reliable default
During high-speed mixing, friction generates enough heat to plasticize resin particles, allowing pigment to adhere evenly — which is why powder-form carrier outperforms granular in final dispersion quality.
Dispersants: Breaking Agglomerates
Dispersants lower the energy barrier for breaking up pigment agglomerates and prevent re-agglomeration in the melt. Common options include low-molecular-weight polyethylene wax and stearates.
Key requirements:
- Melting point lower than carrier resin
- Strong affinity for pigment surface
- Effective at loadings between 2–8%
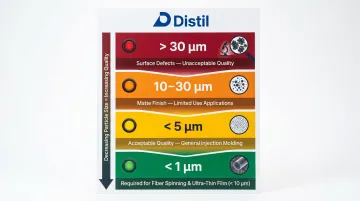
Pigment Particle Size: Direct Quality Impact
Achieving the right particle size is, in fact, the goal that dispersants and carrier selection are working toward. It determines product quality across every application:
| Particle Size | Effect on Product | Application Suitability |
|---|---|---|
| >30 µm | Surface defects (spots, streaks) | Unacceptable for all applications |
| 10–30 µm | Matte surface finish | Limited decorative use |
| <5 µm | Acceptable quality | General injection molding |
| <1 µm | Required for demanding applications | Fiber, ultra-thin film (<10 µm) |
Source: Mascom Global
Commercial pigment powder averages approximately 250 µm, requiring significant reduction during compounding. Optimal hiding power occurs at 0.2–0.5 µm; optimal tinting strength at 0.05–0.1 µm.
Proper dispersion affects more than aesthetics. It influences mechanical strength, electrical resistivity, and chemical resistance. Poor dispersion creates weak points in the polymer matrix where stress cracks initiate.
Functional Additives Beyond Dispersants
Masterbatch can co-incorporate functional additives:
- UV stabilizers
- Antioxidants
- Flame retardants
- Antistatic agents
- Antibacterial agents
- Optical brighteners
This approach delivers multifunctional performance in the final product, reducing the number of separate additive feeds at the processor's end.
How Color Masterbatch Is Made
Pre-Mixing and Batching
Raw pigments, carrier resin (typically powder for best wetting), and additives are weighed and pre-blended before entering the extruder. Powder-form carrier resin accelerates pigment wetting and improves dispersion quality compared to granular forms.
Core Extrusion Compounding
The pre-mix enters a co-rotating twin-screw extruder, where two critical mixing mechanisms occur:
Dispersive mixing: High shear forces break apart pigment aggregates into primary particle size. This requires extruders with L/D ratios of at least 36:1 and kneading blocks at 45-degree and 60-degree offset angles to break van der Waals forces in agglomerates.
Distributive mixing: Spatial redistribution of pigment particles throughout the polymer matrix ensures uniform distribution across the polymer matrix. For loadings above 20% (up to 80%), side feeders downstream incorporate pigment gradually.
Source: SymbChem
Pelletizing, Cooling, and Cutting
The molten compound exits through a die, is cooled via water bath or air, and is cut into uniform granular pellets that match the size of base polymer pellets for easy dosing. Pellet size consistency is a prerequisite for accurate dosing — and for the QC tests that follow.
Quality Control Testing
These tests determine whether masterbatch will perform consistently in the field:
Filter Pressure Value (FPV) tests measure dispersion quality per EN 13900-5. The test mixture passes through an extruder with melt pump and screen pack. FPV = (Pmax - Ps) / mc, expressed in bar/g.
Low FPV indicates excellent dispersion; high FPV signals poor dispersion. No universal pass/fail threshold exists — acceptance criteria are agreed between buyer and manufacturer based on the application.
Additional QC includes:
- Colorimetric testing for shade matching (Delta E measurement)
- Melt flow index checks
- Visual inspection for specks or streaks

Production Flexibility Requirements
Manufacturers must plan for:
- Frequent recipe and color changes requiring fast-cleanable equipment
- Color sequencing protocols (light to dark)
- Batch size variability demanding flexible feeding systems
- Premix vs. split-feed process options for different pigment types
Types of Color Masterbatch and Their Applications
Main Categories
The four primary categories differ in pigment type, concentration, and end-use fit:
- White masterbatch (TiO₂-based) — used in films, packaging, and fibers for opacity and UV protection. TiO₂ loading of 70–75% balances opacity performance with processability.
- Black masterbatch (carbon black-based) — used in pipes, cable jackets, and automotive parts for UV resistance and electrical properties. Carbon black loading is typically 35–40 wt% in masterbatch; finished cable jackets target 2.5–2.7 wt% carbon black with UV absorption coefficient >400 per ASTM D 3349.
- Standard color masterbatch — covers a wide hue range for consumer goods and packaging, enabling consistent color matching across production runs.
- Special-effect masterbatch — metallic, pearlescent, fluorescent, and sparkling finishes for premium cosmetic and consumer packaging. Metallic grades use aluminum-based pigments; pearlescent grades use mica-based pigments for iridescent, color-shifting effects.
Universal vs. Polymer-Specific Masterbatch
Carrier resin selection is one of the most consequential decisions in masterbatch specification. The choice comes down to compatibility versus convenience:
| Type | Carrier | Compatible With | Key Limitation |
|---|---|---|---|
| Universal masterbatch | Polyethylene wax / broad-compatibility carrier | LDPE, PP, HIPS | May cause surface defects or "peeling" in engineering plastics |
| Polymer-specific masterbatch | Matched to end-use resin | PC, ABS, PA, PET and other engineering plastics | Higher SKU count; requires more precise procurement |
Polymer-specific masterbatch delivers better color consistency and preserves the mechanical properties of the base material — making it the correct choice whenever engineering plastics are involved.
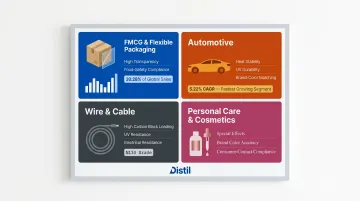
Industry Applications
Each downstream industry places different demands on masterbatch formulation. The table below summarizes the key requirements by segment:
| Segment | Key Requirements | Notable Data |
|---|---|---|
| FMCG & flexible packaging | High transparency, food-safety compliance, pigment fineness for thin films | Packaging = 30.28% of global masterbatch sales |
| Automotive | Heat stability, UV durability, precise brand-color matching | Fastest-growing segment at 5.22% CAGR |
| Wire & cable | High carbon black loading for UV/weathering resistance and electrical properties | N110 carbon black (small particle size) preferred for UV protection |
| Personal care & cosmetics packaging | Special effects, brand-color accuracy, regulatory compliance for consumer contact | Formulation must meet direct-contact safety standards |
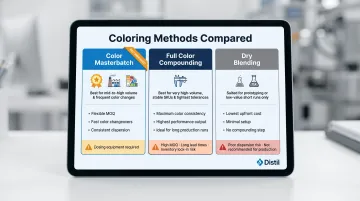
Color Masterbatch vs. Alternative Coloring Methods
Full Color Compounding
Base polymer is melt-blended with pigments and additives at the compounder, producing pre-colored granules delivered ready to process.
Why processors choose it:
- Excellent color consistency within a batch
- No dosing equipment needed at the processor
Watch out for:
- Higher cost and minimum order quantities
- Inventory inflexibility
- Long lead times
Dry Blending (Salt-and-Pepper Mix)
Raw pigment powder is manually blended with base polymer pellets and processed without prior compounding.
Why processors choose it:
- Very low cost
- Fast preparation
Watch out for:
- High risk of poor dispersion and color streaking
- Environmental contamination from pigment dust
- Negative effects on polymer drying
Decision Framework
Choosing the right method depends on your volume, color change frequency, and quality requirements:
| Method | Best Fit | Key Trade-off |
|---|---|---|
| Color Masterbatch | Mid-to-high volume; frequent color changes | Requires dosing equipment at processor |
| Full Compounding | Very high-volume, stable SKUs; tightest tolerances | High MOQ, long lead times, inventory lock-in |
| Dry Blending | Prototyping or very low-value, short runs only | Poor dispersion risk; not suitable for production |
For most processors, masterbatch offers the best balance of cost efficiency, flexibility, and color quality.
What to Look For When Sourcing Color Masterbatch
Formulation and R&D Capability
Confirm the supplier can develop a polymer-specific masterbatch tailored to your base resin, processing conditions (temperature, shear), and performance requirements — UV stability, food compliance, or mechanical property preservation.
Custom formulation trials managed by a dedicated technical team are a key differentiator over off-the-shelf catalog products. Look for suppliers with PhD and MSc-level R&D capability and a track record of application-specific tuning.
Quality Control Systems
Look for suppliers with documented batch-to-batch QC protocols covering:
- Filter pressure value measurement
- Colorimetric Delta E measurement
- Melt flow index consistency
- Traceability documentation
Delta E tolerances vary by color family:
| Color Category | Delta E Tolerance |
|---|---|
| White / Black / Grey / Beige | <0.5 |
| Yellow / Red / Green / Blue / Orange | <1.0 |
| Purple / Violet / Deep Shades | <2.0 |
A Delta E tolerance of 1.0 is not perceivable to the naked eye. Specifying tighter tolerances than needed increases cost and rejection rates without perceptible quality gain.
Process drift is a common failure mode in multi-site or contract manufacturing. Ask specifically how deviations are caught and corrected — and what documentation trails exist when they occur.
Scale-Up Reliability and Supply Chain Transparency
Strong QC discipline is only half the equation — it must hold at commercial volume too. A supplier must demonstrate the ability to move from lab-scale trials to full production without color shift or formulation adjustment.
Suppliers with integrated R&D, quality systems, and vetted manufacturing partner networks provide the clearest end-to-end accountability. Ask whether a unified quality system governs all production sites, or whether oversight fragments across contractors.
IP Protection and Data Ownership
Color formulations represent significant investment. Confirm that your supplier has clear contractual and technical safeguards:
- Confirm process fragmentation prevents any single party from reconstructing your full formulation
- Verify permission-based access controls limit who can view or export formulation data
- Require signed confidentiality agreements covering both formulation inputs and trial results
Ensure your formulation data remains exclusively yours.
Frequently Asked Questions
What is the difference between color masterbatch and pigment powder?
Masterbatch encapsulates pigment into a carrier resin for safer handling, better dispersion, and easier dosing. Raw pigment powder requires additional dispersion steps, poses dust hazards, and often produces less consistent color in the final product.
What is the typical let-down ratio for color masterbatch?
Let-down ratios (LDR) typically range from 1% to 5% masterbatch to base polymer, depending on pigment concentration in the masterbatch and the desired color intensity. Manufacturers predetermine LDR during formulation trials to balance color strength with cost efficiency.
Can color masterbatch be used with different base polymers?
Universal masterbatches use broad-compatibility carriers and work across common polymers like LDPE, PP, and HIPS. Polymer-specific masterbatches with matched carrier resins deliver superior color consistency and preserve mechanical properties, which matters most for engineering plastics like PC, ABS, PA, and PET.
How is batch-to-batch color consistency maintained?
Consistency depends on accurate pigment weighing, standardized extrusion parameters, FPV dispersion testing, and colorimetric Delta E measurement. Consistent raw material quality and process controls at the masterbatch manufacturer are the primary determinants.
Is color masterbatch suitable for food-contact or medical applications?
Specialized grades use pigments and carriers that comply with food-contact or medical regulations (e.g., EU 10/2011, FDA 21 CFR 178.3297, USP standards). Application-specific formulation and full ingredient disclosure from the supplier are essential for compliance. Note that EU 10/2011 excludes colorants from the positive list but subjects them to national law that varies by member state.
What causes color streaks or spots in masterbatch-colored plastic?
Main causes include insufficient pigment dispersion (particle size too large), incompatible carrier resin, incorrect let-down ratio, or inadequate mixing in processing equipment. Diagnosing the root cause means reviewing masterbatch quality (FPV test results, particle size distribution) alongside the processor's dosing and blending conditions.