This guide covers what automotive color masterbatches actually do, the operational advantages they deliver, where they're applied, and how to extract full value from them in practice.
TLDR
- Color masterbatch is a concentrated pigment-in-carrier-resin added to base polymers during processing to deliver uniform, functional color across automotive parts
- Automotive-grade masterbatches deliver UV resistance, heat stability, scratch resistance, and low VOC emissions — directly affecting part lifespan and compliance
- Batch-to-batch color consistency reduces rejects and rework costs across large production runs
- Poor masterbatch selection causes color fade, surface degradation, failed audits, and rising scrap costs
- Choose a partner with R&D-led formulation capability and automotive expertise for consistent results at scale
What Is a Color Masterbatch?
A color masterbatch is a high-concentration blend of pigments or dyes dispersed uniformly in a carrier resin. It's added to base polymers — such as polypropylene (PP), ABS, PC/ABS, or polyamide (PA) — at a controlled dosage rate during injection moulding or extrusion. The active ingredient content can reach up to 80%, with typical let-down ratios of 2–5% by weight.
How It Differs From Alternatives
Compared to dry pigment mixing or liquid colorants, masterbatches offer:
- Better dispersion: Pigments are pre-dispersed in the carrier resin, ensuring uniform color distribution
- Lower contamination risk: Pelletised format eliminates dust and handling variability
- Easier handling: No specialized dosing equipment required (unlike liquid colorants)
- Lower dosage requirements: High-concentration formulations reduce per-part cost
- More predictable output: Consistent pellet geometry and pigment concentration enable repeatable color across high-speed processing environments
Automotive Relevance
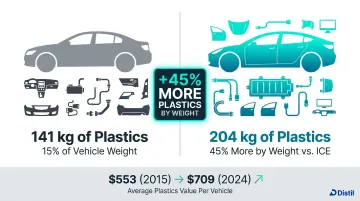
Plastics now represent a larger share of vehicle value than ever before. According to industry data, the dollar value of plastics per vehicle rose from $553 (2015) to $709 (2024) — a 28% increase — meaning masterbatch formulation quality directly influences part performance, not just appearance.
The shift is even sharper in electric vehicles. A mid-size EV contains approximately 204 kg of plastics, compared to 141 kg in a comparable ICE vehicle — roughly 45% more by weight. As vehicle platforms evolve, masterbatch formulations must keep pace with new thermal loads, flame retardancy requirements, and emission standards.
Key Advantages of Color Masterbatches for Automotive
The advantages below are operational and measurable — they show up in quality audits, scrap rates, warranty claims, and production costs, not just visual inspection.
Advantage 1: Durability Under Real-World Operating Conditions
Automotive plastic parts face simultaneous exposure to UV radiation, thermal cycling, humidity, road chemicals, and physical abrasion. Automotive-grade color masterbatches incorporate functional additives engineered to maintain part integrity under these exact conditions:
- UV stabilizers: Absorb or scatter UV energy before it degrades the polymer chain. Hindered Amine Light Stabilizers (HALS) and benzotriazoles are common systems, with loading levels of 0.1–1.0% by weight extending functional life by 3x to 5x in high-UV environments.
- Heat-stabilizing pigments: Prevent discolouration and brittleness in high-temperature zones such as engine-adjacent panels or EV battery housings (which must withstand -40°C to 85°C cycling).
- Scratch-resistance agents: Reduce surface wear on high-contact surfaces like door handles and dashboard components.
Why This Matters:
Extending the functional life of plastic components reduces warranty claims and replacement frequency. In 2025, U.S. auto parts manufacturers paid $2.058 billion in warranty claims (3% YoY increase). Visible fading or cracking on exterior or interior surfaces is one of the most common consumer-facing quality complaints.
This advantage is highest-impact for exterior components (bumpers, mirror housings, body trim) and EV-specific parts, where thermal load exceeds that of conventional ICE vehicles.
KPIs Impacted:
- Part lifespan (years in service)
- UV-resistance test pass rates (QUV accelerated weathering per SAE J2527)
- Warranty claim rate
- Scrap rate at quality inspection
Advantage 2: Precise and Consistent Color Across Every Batch
Color matching in automotive manufacturing is not a one-time event — it's a continuous production requirement. A dashboard moulded in Week 1 and a door trim moulded in Week 12 must match within tight tolerances (measured in ΔE values) because they appear side by side in the finished vehicle.
A well-formulated masterbatch with controlled pigment concentration, uniform pellet geometry, and a compatible carrier resin ensures color reproducibility across thousands of production cycles, even across multiple moulding machines or production sites.
Automotive OEMs define precise color standards using proprietary systems (often referencing RAL, Pantone, or OEM-specific codes). Typical pass/fail limits are ΔE CMC of 0.5 or less. For example, VW 50190 specifies interior trim tolerances using individual CIELAB axes: |DL| < 0.35; |Da| < 0.25; |Db*| < 0.25** for an OK grade.
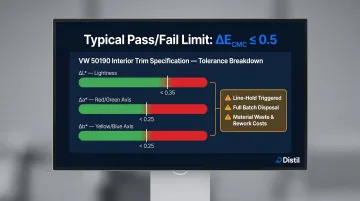
Deviation from spec can trigger line-holds or recall-level responses from procurement. Masterbatch errors rarely allow for salvage — manufacturers must dispose of entire batches, incurring material waste, lost production time, wasted energy, and costly returns.
KPIs Impacted:
- Color delta (ΔE)
- First-pass inspection pass rate
- Batch rejection rate
- Rework labour cost
- Customer complaint rate related to visual quality
Critical for multi-part assemblies (full dashboard systems, door panel sets), high-volume production runs, and situations where the same part is produced across multiple supplier plants.
Advantage 3: Manufacturing Efficiency and Cost Control
Color masterbatches allow manufacturers to work with a single natural or uncoloured base polymer and add color at the processing stage — reducing inventory complexity, enabling faster color changeovers, and minimising material waste.
Dosage Economics:
Masterbatches are high-concentration formulations designed for low addition rates (typically 1–3%), meaning a small volume of masterbatch colours a large volume of base resin, reducing per-part color cost while maintaining performance.
Color Changeover Efficiency:
Benchmark target for injection moulding color changeover: 3 to 7 minutes. Minimal downtime enables plants to take on more work and respond quickly to OEM color specification changes.
For Tier-1 and Tier-2 suppliers operating on thin margins, these efficiencies compound across multi-shift, high-volume operations. The plastics injection moulding industry averages a scrap rate of 3–8% depending on process type, material, and part complexity.
To illustrate the scale of impact (based on USD-denominated U.S. market benchmarks): a mid-size operation running at 5% scrap carries an estimated total operational cost of scrap — including labour, energy, and machine time — of roughly 2–3x the raw material waste value alone. Reducing scrap from 5% to 3% typically yields 40–60% of that total cost back as operational savings.

KPIs Impacted:
- Material cost per part
- Color changeover time
- Raw material SKU count
- Production yield rate
- Scrap generated per color run
Highest value in high-volume moulding operations, multi-color product lines, and situations where quick response to OEM color specification changes is commercially necessary.
Key Automotive Applications
Color masterbatch is used across exterior structural and interior comfort components. Formulation priorities shift significantly by zone — UV stability dominates outdoors, while low VOC and lightfastness matter most inside the cabin.
Exterior Components
- Bumpers and grilles: Impact resistance, UV stability, consistent gloss finish
- Body panels: Color harmony with painted metal surfaces
- Mirror housings and door handles: UV + scratch additives for prolonged exposure
- Lighting housings: Optical clarity combined with specific color effects for headlamp and tail lamp applications — used primarily with PC, PMMA, PBT, PC/ABS, and PP
Interior Components
- Dashboards and instrument panels: Lightfastness, low VOC/low odour requirements for cabin air quality, haptic surface compatibility
- Door panels and trims: Abrasion resistance, consistent color under varying light conditions
- Seating and armrest components: Friction-prone surfaces requiring anti-scratch and high-durability formulations
EV-Specific and Emerging Applications
The shift to electric vehicles introduces new masterbatch requirements:
- Flame retardancy for battery housing plastics: UL94 V-0 classification is the primary requirement, with non-halogenated (phosphorus-based) flame retardant masterbatches available that meet REACH, RoHS, and WEEE standards. The global battery housing market is projected to reach $25.85 billion by 2029.
- Higher thermal tolerance for motor-adjacent components: EV battery safe operating range: -40°C to 80°C; optimal performance: 20°C to 35°C.
- Wire and cable applications within EV powertrains: Color coding (for identification), dispersion quality, and insulation compatibility are critical.
- Lightweight construction: All-plastic battery housings weigh 35% less than metal enclosures. Thermoformed TPO components are 40–60% lighter than fibreglass — yielding approximately 3–5 km of additional range per 45 kg removed. Masterbatch formulations must maintain structural integrity at these reduced material densities.
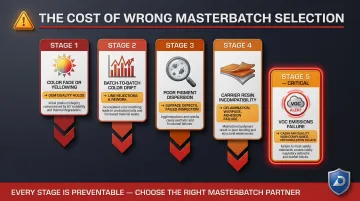
What Happens When Color Masterbatch Selection Goes Wrong
The operational costs of a poor masterbatch selection almost always exceed the upfront savings. Sourcing on price alone — without validating formulation compatibility, additive performance, or batch consistency — sets off a chain of downstream failures that are expensive to correct.
Most Common and Costly Consequences:
- Color fade or yellowing under UV/heat exposure triggers OEM quality holds and warranty replacements for exterior parts
- Line rejections and rework pile up from batch-to-batch color drift — particularly on multi-part assemblies where any mismatch is immediately visible
- Poor pigment dispersion produces surface defects — speckling, streaking — that fail visual inspection and drive up scrap rates
- Carrier resin incompatibility with the base polymer: Causes delamination, peeling, reduced impact strength, warpage, or adhesion failure in moulded parts
- VOC emissions from off-spec masterbatches: Interior components can fail cabin air quality standards (e.g., VDA 278, BMW GS 97014-3, VW PV 3942, China GB/T 27630), triggering reformulation and production delays
VOC failures typically trace back to a few root causes:
- Pigments, stabilizers, plasticizers, and slip agents that migrate and off-gas during use
- Excessive processing temperatures that accelerate volatilization
- Residues carried over from recycled material streams
How to Choose the Right Color Masterbatch Partner
Automotive-grade masterbatch selection goes beyond price and lead time. The right partner brings application-specific R&D capability, willingness to run small-scale trials before commercial commitment, and a quality system built to hold batch consistency across multi-year production programmes.
Key Criteria to Evaluate
- Polymer compatibility: Across the base resins used (PP, ABS, PC/ABS, PA). Carrier resin must match the base polymer to prevent delamination or impact strength loss.
- Pigment compliance: With applicable regulations (REACH, RoHS, low-VOC for interior grades). Automotive OEMs require IMDS data submission capability.
- Access to testing infrastructure: UV weatherometer (ASTM G154, SAE J2527), melt flow, thermal aging, ΔE color measurement within tolerances of ΔE CMC ≤0.5.
- Supplier's ability to scale: From development to commercial supply without process drift. IATF 16949 certification is a baseline requirement.
- Flame retardant formulations: Meeting UL94 V-0 for EV applications.
- Halogen-free options: For environmental compliance.
Distil's R&D-Led Formulation Approach
Distil's R&D team draws on expertise from Dow, BASF, Huntsman, and Reliance Industries, delivering application-specific development and scale-up. The process includes:
- Translate real-world operating conditions and end-use demands into clearly defined material specifications
- Engineer polymer formulations matched to the base resin, processing method, and performance targets
- Validate performance across processing, mechanical, and end-use conditions — including UV, thermal aging, and ΔE testing
- Align formulations with manufacturing conditions to eliminate variability during scale-up
- Produce at commercial volumes with batch-to-batch consistency maintained across all partner facilities
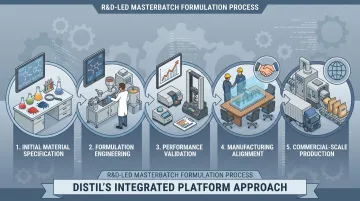
Distil manages the journey from lab trials to commercial supply within a single integrated platform, with real-time visibility across production batches. Process drift is eliminated via a unified quality system across 20+ manufacturing partners.
Conclusion
Color masterbatch selection directly shapes part durability, color consistency, regulatory compliance, and production economics across a vehicle's service life.
Treating masterbatch selection as a technical decision — with formulation support matched to your application — produces measurable returns:
- Consistent color performance reduces rework and warranty exposure
- Durability additives extend component service life
- Efficient formulations lower per-part material cost
As vehicle platforms evolve — particularly with EV growth and tightening cabin emission standards — the formulation requirements for automotive masterbatches will only become more demanding. Qualifying suppliers with genuine formulation depth before those requirements tighten is worth doing now, not after a platform launch.
Frequently Asked Questions
What is the difference between color masterbatch and dry pigment for automotive plastic parts?
Masterbatches offer superior dispersion, handling cleanliness, and dosage control compared to dry pigments. They eliminate dust, reduce contamination risk, and deliver more predictable color output, making masterbatches the stronger choice for automotive production's consistency and surface quality demands.
How do UV stabilizers in color masterbatch protect automotive components?
UV stabilizers (such as HALS and benzotriazoles) absorb or dissipate UV energy before it attacks the polymer chain, preventing color fade, surface chalking, and embrittlement in exterior parts. They can extend functional life by 3x to 5x in high-UV environments at loading levels of 0.1–1.0% by weight.
Which polymer bases are most commonly used in automotive color masterbatches?
The most common automotive base resins are PP, ABS, PC/ABS, and PA. Carrier resin compatibility is critical because a mismatch between carrier and base polymer can cause mechanical or surface defects such as delamination, peeling, or reduced impact strength.
How is batch-to-batch color consistency maintained in high-volume automotive production?
Controlled pigment concentration, uniform pellet geometry, and supplier-side quality systems (including ΔE measurement within tolerances of ΔE CMC ≤0.5) ensure color repeatability across extended production runs. Real-time monitoring across production sites prevents process drift and maintains consistency at scale.
Are automotive color masterbatches required to comply with VOC or emissions regulations?
Yes. Interior-grade masterbatches must be formulated to minimize VOC emissions to meet cabin air quality standards under regulations such as VDA 278, BMW GS 97014-3, VW PV 3942, and China GB/T 27630. Pigments, stabilizers, and plasticizers are the most common sources of VOC release when formulations are not properly screened.
What makes color masterbatch formulation different for electric vehicles compared to conventional cars?
EV applications introduce higher thermal loads near battery packs and motors (operating range: -40°C to 80°C) and require flame-retardant grades (UL94 V-0) for specific housings. High-voltage powertrains also increase reliance on color-coded wire and cable masterbatches for safe circuit identification, raising the bar on thermal stability and pigment precision.